




Bačva za ubrizgavanje
O nama
Novoosnovano 2020. godine kao dio East Prospects Int'l Trading Group (skraćeno East Prospects), Ningbo DW Plastics Machinery Co., Ltd. (skraćeno DW Machinery) specijalizirano je za proizvodnju i trgovinu raznim preciznim dijelovima koristi se na strojevima za brizganje i ekstruziju plastike, uključujući vijke, bačve, spone, klipove i srodne dijelove za obradu.
Za pružanje kvalitetnih preciznih dijelova s super otpornošću na trošenje, otpornošću na koroziju, visokim tlakom i velikom otpornošću na brzinu, naš tim sastoji se od brojnih inženjera, tehničara i prodajnog osoblja koji posjeduju veliko iskustvo i stručnost u industriji.
Kako bismo zadovoljili potrebe naših kupaca, DW Machinery samostalno razvija, dizajnira i inovira te je dobio niz patenata za proizvode. Također, kao tvrtka s certifikatom ISO9001, nastavljamo poboljšavati sustav kontrole kvalitete kroz preciznu inspekciju tijekom svakog koraka proizvodnje.
Zašto odabrati nas?
Brzi obrt
Sa sjedištem u dinamičnom lučkom gradu Ningbo, brzo dovršavamo i šaljemo vaše narudžbe. Možete računati na nas da ćemo isporučiti proizvode visoke kvalitete na vrijeme.
Isplativ
Našim proizvodima i uslugama nastojimo premašiti očekivanja klijenata. Sveobuhvatno planiranje unaprijed osigurava da se sav posao izvede na isplativ način.
Cijela godina garancije
Uvjereni smo u pružanje jednogodišnjeg jamstva na materijale i izradu na svim našim proizvodima.
Uređaji za mjerenje
DW Machinery nudi kompletnu liniju visoko preciznih mjerača provrta i uređaja za mjerenje istrošenosti.




Cijev i vijak čine sustav ekstruzije. Kao i vijak, cijev također radi pod visokim tlakom, visokom temperaturom, jakim trošenjem i određenim uvjetima korozije. U procesu ekstruzije, bačva također ima funkciju prijenosa topline na ili od materijala. Na cijevi je također predviđen sustav grijanja i hlađenja, a ugrađena je i glava stroja.
Osim toga, otvor za hranjenje treba otvoriti na cijevi. Geometrija otvora za hranjenje i njegov položaj imaju veliki utjecaj na performanse hranjenja. Glatkoća unutarnje površine bačve i žljebovi na unutarnjoj stijenci odjeljka za punjenje imaju veliki utjecaj na proces ekstruzije.
Prednosti cijevi za ubrizgavanje
Taljenje i homogenizacija plastičnih materijala
Primarna funkcija bačve za injekcijsko prešanje je taljenje i homogenizacija plastičnih materijala. Dok se vijak za plastificiranje okreće unutar cijevi, on stvara toplinu kroz trenje, otapajući čvrste plastične kuglice ili granule.
Unutarnji grijaći elementi bačve daju dodatnu toplinu prema potrebi, osiguravajući potpuno topljenje i homogenizaciju plastičnog materijala i eliminirajući sve nedosljednosti ili neotopljene čestice.
Miješanje i dispergiranje aditiva
Osim topljenja osnovnog plastičnog materijala, bačva za injekcijsko prešanje olakšava miješanje i raspršivanje raznih aditiva. Aditivi kao što su bojila, sredstva za pojačavanje, usporivači plamena i maziva često se ugrađuju u plastični materijal kako bi se poboljšala specifična svojstva.
Dizajn cijevi i unutarnja geometrija, zajedno s rotacijom vijka, potiču temeljito miješanje i disperziju ovih aditiva, osiguravajući jednoliku raspodjelu unutar otopljene plastike.
Kontrola temperature i stabilnost
Bačva za brizganje plastike ima precizne mehanizme za kontrolu temperature. Grijaći elementi ugrađeni u bačvu održavaju željeni profil temperature za učinkovito topljenje i obradu plastičnog materijala.
Pravilna kontrola temperature ključna je za sprječavanje pregrijavanja ili pregrijavanja, jer izravno utječe na viskoznost, protok i kvalitetu rastaljene plastike. Stabilna i dosljedna kontrola temperature unutar cijevi za brizganje plastike osigurava pouzdanu obradu i optimiziranu kvalitetu dijelova.
Otpornost na habanje i koroziju
Vijak za plastificiranje unutar cijevi podvrgnut je značajnom trošenju zbog abrazivne prirode plastičnih materijala. Kako bi se tome suprotstavili, proizvođači koriste izdržljive materijale otporne na habanje za izradu cijevi, omogućujući joj da izdrži opetovano trenje i kontakt s vijkom za plastificiranje.
Ojačani čelik ili bimetalne legure povećavaju otpornost cijevi na abraziju, produžujući njezin životni vijek i smanjujući potrebu za čestim zamjenama ili održavanjem.
Vrste cijevi za ubrizgavanje
1. Integralna cijev
Obrađuje se na cijelom blanku. Ovom strukturom je lako osigurati visoku točnost proizvodnje i točnost montaže, a također može pojednostaviti rad na montaži, što je pogodno za ugradnju i demontažu sustava grijanja i hlađenja. Štoviše, toplina se ravnomjerno raspoređuje duž aksijalnog smjera. Naravno, ovakva bačva zahtijeva veće uvjete obrade i izrade.
2.Kombinirana bačva
To znači da se bačva sastoji od nekoliko dijelova bačve. Eksperimentalni ekstruder i ispušni ekstruder koriste kombiniranu cijev. Prvi služi za praktičnost mijenjanja duljine cijevi kako bi se prilagodio vijku bez omjera širine i visine, a drugi služi za podešavanje ispušnog dijela.
U određenom smislu, uporaba kompozitne bačve pogoduje lokalnim materijalima i obradi, a korisna je za male i srednje tvornice. Ali zapravo je točnost obrade kombinirane cijevi vrlo visoka. Svaki dio kombinirane cijevi povezan je vijcima s prirubnicom. Na taj način se narušava ravnomjernost zagrijavanja bačve i povećava gubitak topline. Nije pogodan za postavljanje i održavanje sustava grijanja i hlađenja.
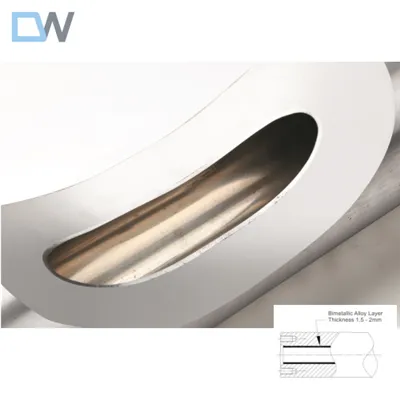
3.Bimetalna bačva
Ne samo da bi se zadovoljili materijalni zahtjevi bačve za injekcijsko prešanje, nego i uštedjeli vrijedni materijali, mnoge bačve su umetnute u čahuru od legiranog čelika u matricu od uobičajenog ugljičnog čelika ili lijevanog čelika. Nakon što se čahura istroši, može se ukloniti i zamijeniti. Čahura treba biti dobro usklađena s bačvom kako bi se osiguralo da ne utječe na provođenje topline na cijeloj stijenci bačve; Nema relativnog pomicanja između cijevi i čahure, a može se lako ukloniti, pa je potrebno odabrati odgovarajuću preciznost podudaranja, koju su usvojile neke tvornice.
4.IKV bačva
1) Uzdužni žlijeb postavljen je na unutarnju stijenku dovodnog dijela cijevi
Kako bi se poboljšala brzina transporta krutog materijala, prema teoriji transporta krutog materijala, jedna metoda je povećanje koeficijenta trenja površine cilindra materijala, a druga metoda je povećanje površine materijala koji prolazi kroz poprečni presjek okomit na vijak os na priključku za napajanje. Dvije metode su postavljanje uzdužnog utora na unutarnjoj stijenci odjeljka za hranjenje i stvaranje konusa unutarnje stijenke odjeljka za hranjenje u blizini otvora za hranjenje.
2) Cijev sekcije za hranjenje s prisilnim hlađenjem
Kako bi se poboljšao kapacitet prijenosa čvrstog materijala, postoji još jedna metoda. Svrha je održati temperaturu transportiranog materijala ispod točke omekšavanja ili tališta, izbjeći pojavu rastaljenog filma i održati svojstvo čvrstog trenja materijala.
Materijal cijevi za ubrizgavanje
Baš kao i vijak, da bi zadovoljio radne zahtjeve bačve, mora biti izrađen od visokokvalitetnih materijala otpornih na visoke temperature, habanje, koroziju i visoke čvrstoće. Ovi materijali također trebaju imati dobru obradivost i svojstva toplinske obrade. Osim od čelika 45#, 40Cr, 38CrMoAL, cijev može biti izrađena i od lijevanog čelika i nodularnog željeza. Obloženi dovodni dio može biti izrađen od visokokvalitetnog lijevanog željeza.
Posljednjih godina. S razvojem ekstruzije velike brzine i inženjerske plastike, posebno kada se ekstrudira plastika ojačana staklenim vlaknima i plastika koja sadrži anorganska punila, postavljaju se veći zahtjevi za otpornost na habanje i otpornost na koroziju cijevi. Xaloy legura koju su razvile Sjedinjene Države, Belgija i druge zemlje je novi materijal otporan na habanje i koroziju, koji se trenutno široko koristi u inozemstvu. Ovaj materijal ima nisko talište, tvrd je, ima dobru zavarljivost s čelikom, ima dobru obradivost, dobre performanse lijevanja i nema stresa lijevanja. Čak i ako se savije nakon lijevanja, neće otpasti u ljuskama.
Nanosi se na cijev na ovaj način: legura Xaloy u prahu i cijev se zajedno zagrijavaju na visokoj temperaturi. Zbog svoje niske točke taljenja, može se rastopiti u tekuće stanje na oko 1200 stupnjeva C. Bačva se okreće velikom brzinom, a ogromna centrifugalna sila koju stvara rastopljeni Xaloy čini da se baci na unutarnju stijenku užarenog bačva debljine oko 2 mm. Opći zahtjevi za bačvu.
Kako postaviti temperaturu bačve za ubrizgavanje kalupa za ubrizgavanje
Mjerenje temperature bačve
Važnost injekcijskog prešanja iz Kine u procesu proizvodnje uvelike se oslanja na točno mjerenje temperature bačve. Proces mjerenja temperature bačve bit će koristan za ukupni rezultat proizvodnje. Međutim, kako biste postigli optimalnu temperaturu bačve, morate se podsjetiti da temperaturne zone na bačvi trebaju biti dosljedne u cijelosti. Temperature se obično mjere u Celzijusu ili Farenhajtu.
Izbjegavajte prekoračenje temperature zone koje se događa kada je jedna od temperaturnih zona na bačvi stroja za brizganje plastike jer će to rezultirati neočekivanim nedostacima u proizvodu. Jedan od načina za kontrolu temperature zone je kruženje između gumba za uključivanje i isključivanje regulatora temperature. Na taj način možete znati jeste li blizu postizanja optimalne temperature za proces.
Postavljanje termopara
Ako pitate svog partnera tvrtku za oblikovanje plastike o najvažnijem dijelu postavljanja temperature bačve u proizvodnji plastičnih kalupa, oni će vam sigurno reći o postavljanju termoelementa i kontaktnom području. Termopar je termoelektrični uređaj koji služi za mjerenje temperature. Sastoji se od dvije žice izrađene od različitih metala povezanih u dvije točke. U termoparovima, napon koji teče između dva spoja proporcionalan je temperaturnoj razlici u proizvodnji plastičnih dijelova.
Neophodno je da se o postavljanju termoelementa raspravlja tijekom proizvodnje jer to čini veliku razliku u poboljšanju mjerenja i kontrole temperature bačve. Može se činiti jednostavnim za mjerenje temperature bačve, ali potrebno je razmotriti i striktno poštivati zahtjeve dizajna kako bi se dobio zadovoljavajući rezultat.
Senzor temperature
Ovaj je korak također ključan u postavljanju temperature bačve za plastične proizvode. Dobavljači kalupa za brizganje u Kini osiguravaju da su dijelovi proizvodnog procesa dobro održavani i učinkoviti za rad na projektu. Senzor temperature koristi ovu mogućnost jer se ovaj proces provodi dodatnom upotrebom termoparova na strojevima za injekcijsko prešanje plastike. Temperature se mjere tako da se vidi je li termoelement kalibriran na stabilnu temperaturu, također poznatu kao referentna temperatura. To omogućuje jednostavno i precizno mjerenje temperature.
Mali električni signali nastaju kada je jedan kraj bačve topliji od drugog. Termopar se sastoji od dvije različite žice spojene na svakom kraju. Više proizvedene topline znači da je električni signal veći. Temperature se mjere pomoću termoparova na većini strojeva za injekcijsko prešanje.
Podešavanje temperature
Korištenje postavki temperature u brizganju plastike sugerira da se počinje s najnižim postavkama za obradu određene vrste materijala. Bačve za ubrizgavanje treba podijeliti u zone radi lakšeg podešavanja, snimanja i kontrole temperature. Imajte na umu da za postizanje optimalne postavke temperature, također ih možete postaviti na istu vrijednost. Temperatura prve zone trebala bi početi s nižom vrijednošću ako radite uz više temperature ili ako su vremena ciklusa duga. Time ćete spriječiti prerane defekte kalupljenja poput premošćavanja i taljenja. Prije početka procesa injekcijskog prešanja, trebate pitati svog dobavljača jesu li bačva, kalup, blok lijevka i hidrauličko ulje podešeni na ispravne temperature.
Snimanje temperature
Procesi injekcijskog prešanja moraju biti pravilno podešeni prema željenoj temperaturi. Zatim bi ga trebalo zabilježiti naznačenim zapisom postavki stroja. Bilježenje temperature uključivat će temperaturu taline, temperaturu kalupa, temperaturu vode i temperaturu ulja. Također treba navesti sve veći broj mjernih točaka temperature.
Također bi trebala postojati integracija instrumenta koji se dotiče raznih sondi zajedno s elektroničkim, prijenosnim senzorom temperature ili termometrom koji može biti koristan u procesu injekcijskog prešanja. Bilježenje temperature također će biti korisno u slučaju da ga želite koristiti za buduće projekte iu istraživačke svrhe.
Naša tvornica
DW Machinery posjeduje niz napredne opreme, kao što je CNC obradni centar, CNC stroj za tokarenje, stroj za brušenje unutarnjih rupa, stroj za bušenje rupa dubokih 13 metara, NC stroj za bušenje, računalni sustav upravljanja peći za nitriranje, peć za centrifugalno lijevanje, PTA bimetalna oprema za prskanje, zupčanici glodalica i tako dalje.
Vjerujemo da su proizvodi visoke kvalitete, kao i izvrsna prodaja i usluga nakon prodaje, ključ za izgradnju dugoročnog odnosa s kupcima. Naš tim za korisničku podršku nastoji vam pomoći u rješavanju svih problema s kojima se možete susresti.

Pitanja